Jak zvolit úhly ostření vrtáků v závislosti na zpracovávaném kovu?
Každá vrtačka se během používání otupí, ale není třeba spěchat s jejím vyhazováním. Vrták můžete často vrátit do pracovního stavu nabroušením nástroje. V tomto textu vysvětlíme, jak na to.

Po přečtení tohoto článku se dozvíte:
- Kdy byste měli brousit vrták?
- Jak vrtačka funguje
- Údaje o úhlu ostření, způsoby ovládání
- Něco málo o opravě vrtáků do betonu
V jakém bodě by se měl vrták naostřit?
Ve srovnání s vrtáky do dřeva brousí vrtáky do kovu mnohem rychleji. Pokud již máte nějaké zkušenosti s vrtáním kovu, pak bude snadné zjistit stav vrtáku kontaktem s materiálem nebo i pohledem. Pokud taková zkušenost neexistuje, můžete vidět a identifikovat stav vrtačky, pokud nastane jedna z následujících situací:
- Vrtáte a slyšíte, jak vrtačka píská a skřípe;
- rychlé zahřátí nástroje;
- výsledné díry vypadají špatně – se zářezy a otřepy;
- pouze jedna spirálová drážka vytváří třísky, což může také znamenat, že ostření není správné;

Při práci s vrtačkou s tupou špičkou riskujeme své zdraví, protože taková vrtačka se snadno zlomí. Při vysoké rychlosti to hrozí úlomky, které létají nejistým směrem. To by za žádných okolností nemělo být povoleno, proto s výměnou nebo broušením nástroje neotálejte. Jakmile si všimnete uvedených příznaků, začněte jednat.
Jak vrtačka funguje
Chcete-li správně aktualizovat pracovní část, musíte pochopit, jaké součásti má vrtačka:
- pracovní část je vytvořena spojením drážky a zadních prvků;
- přední prvek pod pracovní částí;
- klenba mezi díly vzadu;
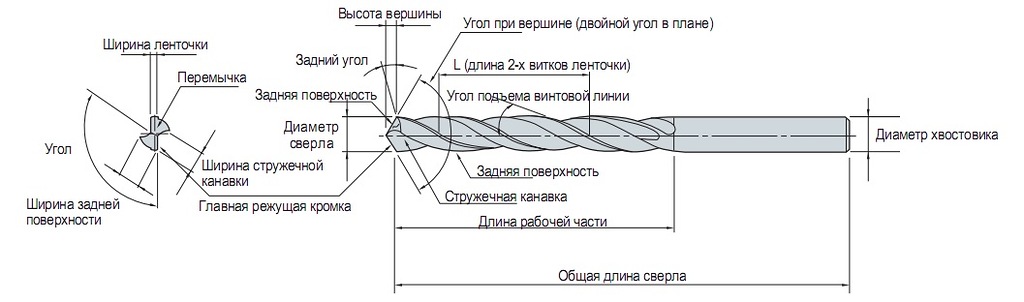
Při použití vrtačky se hrot vrtáku, oblouk a hrany vzadu více zhoršují. V tomto ohledu se oprava vrtáku provádí narovnáním hran na zadní straně přiléhajících ke špičce a koruně vrtáku.
Ale jsou zde některé jemnosti: aby se obnovil povrch vrtáku a dosáhl jasného oblouku, musí být úhly ostření v souladu s úhly ostření musí odpovídat parametrům samotného vrtáku.
Dodržování těchto norem umožní, aby se pracovní část vrtáku vyrovnala jako první s obrobkem, což nám dává největší návratnost nástroje. Úhel hrotu vrtáku určuje délku pracovní části nástroje. Pokud je vyveden správně, třísky snadno spadnou do skluzu a budou z něj odstraněny. Pokud je úhel ostrý, plocha odstraňovaného pásu se zvětší, skluz se ucpe třískami a nebudou odstraněny z otvoru. Příliš tupý úhel odstraňuje výhodu nástroje.
Vrtáky se liší použitými surovinami a průměrem. Parametry vrtání se liší v závislosti na směru materiálu. Kovové vrtáky se nejlépe zpracovávají doma.
Jakákoli vrtací jednotka má na zadní straně dvě roviny, které tvoří kužel na konci nástroje a pár břitů. Pokud umístíte vrták na rovinu, okraje se ho budou dotýkat, část umístěná za nimi bude umístěna směrem od nich. Nachází se v určitém úhlu, který se nazývá „zpět“. Odtok by měl být přibližně 0,2 mm na každou otáčku.
Správný úhel ostření, způsoby ovládání
Různé materiály mají svůj vlastní úhel ostření.
- Tvrdá ocel – 140°;
- Nerezová ocel – 135°-140°;
- Hluboké vrtání – 130°;
- Litina – dvojitý úhelník. Hlavní – 118°, pomocná – 90°;
- Hliník, mosaz, bronz – 118°;
- Měď a slitiny na jejím základě – 100°.

K ostření vrtáku je k tomu zbytečný ostřící stroj pomocí brousku nebo brusného listu. K dokončení práce budete potřebovat brusný kotouč rotující minimálně 1400 za minutu. Brusivo je vybráno s jemným zrnem.
Když se vrták přehřeje, kov ztrácí své vlastnosti, proto je důležité opřít vrták na krátkou dobu o ostřičku, ne déle než 4 sekundy. Aby nedošlo k poškození vrtáků, pravidelně je ochlazujte ve vodě.
Nejprve zvolte způsob ostření pracovní části nástroje. Tady je, jací jsou:
- jednoplošný;
- dvourovinný;
- kuželovitý;
- válcovitý;
- šroub.
V tomto článku se podíváme na takové běžné metody ostření vrtáků, jako je jednorovinné a kuželové.
Nejprve obruste hranu vzadu. Odstraňte malou vrstvu, aby na povrchu nebyly patrné žádné nepravidelnosti. Pokud jsou prohlubně do 3 mm, musíte vrták zkrátit o stejnou hodnotu.
Při práci sledujte symetrii pracovní hrany a rovnoměrnost propojky. Obvykle je umístěn jasně mezi pracovními hranami.
Vrták do 3,5 mm se brousí metodou 1. Když je zadní část nastavena do správné konfigurace, je přivedena k brusivu pod úhlem XNUMX až XNUMX stupňů.
Vrtačkou neotáčejte ani neměňte její úhel. V opačném případě nebude okraj dokonale hladký. Navíc při odvíjení vrtáku se z něj může vydrolit část materiálu břitu.
Vzhledem k tomu, že broušený vrták má malý průměr, je nabroušený jedním tahem a nepřehřívá se.
Podívejte se na úplný konec vrtáku – sbíhající se roviny by měly být úměrné stejnému úhlu zpracování.
Zkontrolujte úhel podle šablony. Hranu nemůžete narovnat, pokud nebyla úloha úspěšná na první pokus, budete ji muset znovu zaostřit.
Kónický způsob zpracování je zcela odlišný od výše popsaného jednoplošného způsobu. Nástroj se drží oběma rukama a když se pracovní hrana dostane do kontaktu s brusnou rovinou, vrták se začne otáčet podél zadní strany a vytvoří kužel.
Pomocí této metody nemůžete nástroj odtrhnout od brusného papíru. Každý přístup začíná od pracovní hrany a končí úplným otočením na konec zadní plochy.
Po každém kroku zpracování zkontrolujte rohy vrtáku pomocí šablony.
Plochou metodou nelze obrábět velké vrtáky, protože tím dojde k přehřátí vrtáku a třísky nebudou z otvoru odstraněny.
Něco málo o opravě vrtáků do betonu
Uvedené způsoby ostření vrtáků lze aplikovat na vrtáky do dřeva a kovu. Vrtáky Victory se ale také mohou snadno stát nepoužitelnými. Známky nepoužitelnosti vrtačky Pobedit jsou stejné jako u vrtačky do kovu – začne pískat, hůř se vrtá, divoce se zahřívá a ozve se příšerné pískání. Zásady pro ostření vrtáku Pobedit jsou stejné jako u vrtáků do kovu, ale jsou zde některé zvláštnosti, které je třeba vzít v úvahu.
Vše začíná měřením výšky řezné plochy vrtáku. Vrták naostřete pouze tehdy, když je jeho výška alespoň 8-10 mm. Pokud je výška pracovní části nižší, nebudete moci dosáhnout dobrého výsledku – nákup nového nástroje. Chcete-li provést další krok, kupte si kotouč s diamantovým brusivem. Speciální hrot vrtáku Pobedit přitom neodolává kriticky vysokým teplotám. Aby nedošlo k poškození vrtačky, seřizujte ji při nízkých otáčkách.

Při broušení nástroje pobedite podle pravidel nejprve odstraňte boční hrany řezného nástroje. Opotřebují se především při práci na betonu. Upozorňujeme, že pájení musí být nastaveno na devadesát stupňů. Za druhé, pracujte na zadních hranách, až po pájení. Pokud je pájení již opotřebené až na ocel, pak je nutné přední část vrtáku nabrousit.
Při broušení vrtáku od Pobeditu, aby nedošlo k přehřátí nástroje, jej chlaďte vodou nebo strojním olejem.
Při ostření vrtáků Pobedit je důležité zachovat symetrii hran. Je důležité, aby řezné strany byly stejně velké. Pokud se střed osy posune, účinnost vrtáku se může snížit, nemluvě o tom, že otvory budou otrhané. Je důležité si pamatovat: čím ostřejší je úhel na vrcholu, tím tvrdší je materiál hrotu. Doporučený úhel ostření pro pájení pobedit je 170 stupňů.
Chcete-li pracovat s vrtáky, musíte být schopni zpracovat propojku. Na brusce je obtížné dosáhnout požadované úrovně zpracování. Proto by to mělo být provedeno následovně: propojka a zadní okraje jsou vytaženy na okraji kruhu pomocí pomalé rychlosti. Nástroj je na krátkou dobu v kontaktu s ostřičkou. Poté se odejme na stranu, otočí o 180 stupňů a znovu přitlačí na brusivo. Po zahřátí kovu by měl být vrták ponořen do vody, jinak nástroj ztratí své vlastnosti.
Po dokončení ostření zkontrolujte, jak je symetrický. Chcete-li to provést, můžete provést takový test. Do vrtáku se vloží opracovaný vrták a k opracovanému okraji se přivede fix. Vrtačka je zapnutá při nízkých otáčkách, vrtačka je pokryta značkovací čárou. Pokud je na jedné straně větší čára od fixy než na druhé, tak je potřeba ji doostřit.


Přesnost a výkon vrtání přímo závisí na stavu řezných ploch vrtáku. Během provozu se však nevyhnutelně opotřebovávají, takže pro udržení efektivního provozu vrtacího zařízení je nutné pravidelné ostření nástroje. Umožňuje obnovit správnou geometrii řezné části vrtáku, a tím obnovit původní rychlost a kvalitu vrtání.

Když je potřeba ostření
Ostření spirálových vrtáků do kovu je nejžádanější, protože jsou široce používány a podléhají intenzivnímu opotřebení kvůli vysoké tvrdosti zpracovávaných materiálů. Při vrtání se opotřebení nástroje projevuje následujícími příznaky:
• výrazný pokles produktivity;
• silné zahřátí vrtačky;
• vzhled nerovných okrajů otvorů;
• cizí zvuky.
Stav přístroje lze také zjistit vizuálně. Potřeba ostření je indikována ztrátou původního tvaru řezné části, zaoblením řezných hran a výskytem třísek a otřepů na nich.
Klíčové principy
Ostření spirálového vrtáku zahrnuje obnovení ostrosti a správného geometrického tvaru řezných hran broušením podél zadních ploch. Proces zahrnuje uvedení následujících parametrů na normální hodnoty:
• zadní úhel řezu;
• vrcholový úhel;
• tvar a délka břitů.
Tyto vlastnosti přímo ovlivňují schopnost vrtání, velikost výsledných otvorů a schopnost nástroje jít dlouhou dobu bez opětovného ostření.
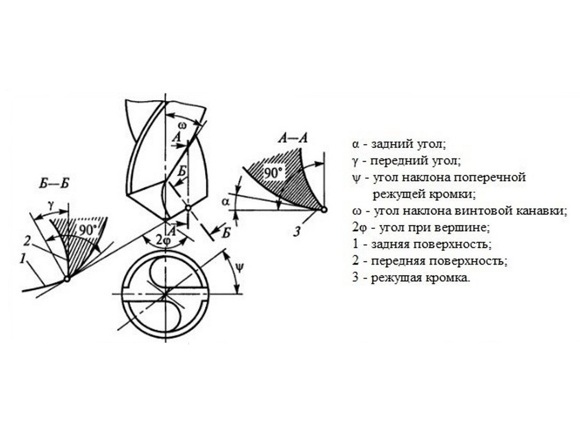
Úhel hřbetu
Úhel zadního řezu je úhel mezi rovinou kolmou k ose vrtáku a křivkou nebo přerušovanou čarou, která tvoří zadní plochu při pohledu v podélném řezu. Ve většině případů by měla být 7–17°.
Správný úhel hřbetu zajišťuje, že hřbetní povrch je níže než řezná hrana. Díky tomu se při vrtání pracovní a příčné břity dostanou do kontaktu se zpracovávaným materiálem a všechny ostatní body zadní plochy budou v určité vzdálenosti od roviny řezu. Pouze při splnění této podmínky může vrták řezat do kovu.
Roh nahoře
Standardní vrcholový úhel svíraný pracovními břity u vrtáků do kovu je obvykle 116–118°. Jeho hodnota se může značně lišit v závislosti na zpracovávaném materiálu. Mnohem důležitější je, aby úhel mezi osou a řeznou hranou na obou zubech vrtáku byl stejný, tedy poloviční úhel na špičce. Bez toho je přesné vrtání nemožné.
Okraje vrtáku se neotáčejí kolem osy vrtáku, ale kolem jeho vrcholu – středu propojky. Když jsou břity symetrické, osa a vrchol se shodují, takže průměr vrtání se rovná jmenovité velikosti zařízení. A pokud je úhel ve vrcholu asymetrický, jeho geometrický bod se odchyluje od osy otáčení. Z tohoto důvodu je vytvořený otvor větší než průměr vrtáku. Navíc dochází k nerovnoměrnému tepelnému a silovému zatížení břitů, což vede k rychlému opotřebení nástroje.
Možnosti okrajů
Tvar a délka obou řezných hran musí být stejné. V opačném případě se špička vrtáku odchýlí od osy otáčení a v důsledku toho vznikají důsledky, jako by úhel na špičce nebyl symetrický.
Poznámka. Tato funkce může být použita k vytvoření otvorů o něco větších průměrů než dostupné vrtáky. Přesné vrtání a normální životnost nástroje jsou však zajištěny pouze při použití správně naostřeného nástroje vhodné velikosti.
Kontrola hlavních parametrů vrtáku po naostření se provádí vizuálně pomocí speciálních šablon nebo měřicích nástrojů. Například je vhodné ovládat délku řezných hran pomocí posuvného měřítka.
Bod
Pro dosažení nejlepší účinnosti a přesnosti vrtání a také pro zvýšení životnosti vrtáku do kovu je nutné ostření:
• hlavní řezné hrany;
• boční kšilty;
• příčný okraj;
• stuhy.
U vrtáků používaných ke zpracování vysokopevnostních materiálů, jakož i materiálů z tvrdokovu a těch s velkým průměrem jádra je důležité především opracování příčného břitu. Při vrtání tvrdých a heterogenních materiálů se doporučuje provést malé zkosení řezu na bočních vrcholech.

Pokud je to nutné, aby byla zajištěna zvýšená ostrost nástroje, měla by být páska naostřena ze strany drážky. Hlavním požadavkem na hrot jakéhokoli typu je jeho symetrie na obou zubech vrtáku.
Základní techniky
Dosažení požadovaných geometrických parametrů šroubových vrtáků lze provádět různými způsoby. Zahrnují tvorbu různých typů boků a řezných hran.
Metody návrhu zadní roviny
V praxi se nejčastěji používají následující ostření:
• kónický;
• šroub;
• jednoplošný;
• dvourovinný.
Všechny zahrnují broušení vrtáku pomocí brusného kotouče. Konstrukce ostřícího zařízení s takovým pracovním nástrojem se však může výrazně lišit.

Nejčastěji se používá pro ruční ostření. Předpokládá, že se vrták při přitlačování k brusnému kotouči kolébá kolem osy pomyslného kužele. V tomto případě je zadní povrch každého pera vytvořen jako část bočního povrchu tohoto kužele. Po takovém ostření mají zadní plochy zakřivený tvar a zadní úhel se postupně zvětšuje po celé jejich délce.
Podle umístění osy kyvu vzhledem k povrchu brusného kotouče se rozlišují tři typy kuželového ostření. U typu I se normální úhel hřbetu zvětšuje, jak se přibližuje k ose vrtáku, u typu II zůstává konstantní, u typu III klesá;
Kuželové ostření typu II se také nazývá cylindrické. V tomto případě je osa výkyvu rovnoběžná s obvodovou plochou kruhu, to znamená, že zadní plocha se stává součástí boční plochy pomyslného válce.

Je univerzálně vhodný pro obrábění různých základních nástrojů a snadno se automatizuje. Díky těmto vlastnostem se používá jako základ pro fungování mnoha domácích ostřicích strojů. Při broušení šroubů vykonává vrták tři tvarovací pohyby vzhledem k brusnému kotouči:
• rotace kolem osy;
• pohyb dozadu;
• oscilační pohyb.
V závislosti na konstrukci zařízení jsou tyto pohyby buď přenášeny pouze na vrtačku, nebo jsou rozděleny mezi vrtačku a kruh.
Po nabroušení šroubu získává příčná hrana konvexní tvar, což přispívá k lepšímu samostředění vrtáku. V tomto případě jsou zadní a přední plochy propojky zakřivené, což usnadňuje řezání.

Jednoplošné ostření se obvykle používá pro vrtáky o průměru nejvýše 3 mm. Je snadné to udělat ručně. Hřbetní plocha je tvořena jako jedna rovina a úhel hřbetu by měl být 15–30°, aby se pírko neopíralo o dno vytvářeného otvoru. Při použití jednoplošného ostření u vrtáků o průměru nad 3 mm se odstraní týlní část pírka a úhel hřbetu se zachová v rozsahu 8–12°.
Dvouplošné ostření se používá v moderních specializovaných strojích. Jedná se o vytvoření dvou rovin na zadní ploše, z nichž každá se brousí samostatně. První, nejblíže k řezné hraně, obvykle tvoří úhel hřbetu 7-17 ° a druhý – 25-40 °. Hrana průsečíku rovin prochází osou otáčení vrtáku a je obvykle rovnoběžná s pracovními břity. V některých případech se používá i ostření na více než dvou rovinách.
Špičkové metody tvarování
V závislosti na tvaru řezné hrany se rozlišuje jednoduché a dvojité ostření. Single, neboli normální, je častější. Z toho vyplývá, že úhel mezi osou vrtáku a břitem je po celé délce stejný.
Při dvojitém nebo dvouúhlovém ostření je hrana rozdělena do dvou zón, které se liší úhlem sklonu. Tento způsob je obtížnější realizovat, ale snižuje zahřívání zón vzdálených od středu, což je důležité zejména u nástrojů s velkým průměrem.
Způsoby, jak to udělat
K ostření vrtáků se používá jak univerzální, tak specializovaná zařízení a také ruční nářadí. Nejčastěji k obnově opotřebovaného nástroje používají:
• úhlová bruska s brusným kotoučem;
• speciální nástavec pro vrtačku;
• zdrsňovací a ostřicí stroj (ostřička);
• stroj na ostření profilů.
Úhlová bruska a vrtačka jsou relativně mobilní, takže se hodí k dočasnému rovnání vrtáků. Skutečně kvalitní ostření ale poskytují pouze stroje.
Ruční ostření na ořezávátku

Brusky a brusky jsou univerzální zařízení vhodné pro ostření spirálových vrtáků. Pro hlavní zpracování se používá obvod brusného kotouče. Jeho konce a žebra lze použít jako pomocné pracovní plochy.
Při práci s ostřičkou je vrták buď držen rukou, nebo zajištěn ve speciálních zařízeních, jako je například stojan pro ostření spirálových vrtáků. Před ostřením se ujistěte, že jsou splněny následující podmínky:
• šířka brusného kotouče o okraj přesahuje délku řezné hrany;
• obvodový povrch disku nemá žádné prohlubně nebo vyboulení;
• podpěra (pokud je použita) je instalována vodorovně ve stejné rovině s osou brusného kotouče ve vzdálenosti maximálně 1 mm od jeho obvodu.
Pro pohodlnější dodržení správného úhlu břitů k ose (asi 60°) je vhodné nakreslit čáru na podpěře nástroje ve stejném úhlu k povrchu kružnice. Místo toho můžete použít vodítko, které je připevněno k podpěře pod úhlem 60°, například vyrobené z úhelníku.
Vrták musí být držen oběma rukama: za pracovní část a za stopku. Boční plocha nástroje je instalována rovnoběžně s čárou vyznačenou na podpěře nástroje nebo přitlačena k vodítku a řezná hrana je orientována přísně vodorovně. Tato poloha musí být zachována během celého procesu broušení. Osa vrtáku musí být rovněž ve vodorovné rovině.
Aby se dosáhlo kónického ostření, musí být vrták opatrně přiveden k brusnému kotouči, dokud se ho nedotkne, lehce stlačit a začít spouštět stopku bez uvolnění tlaku. Tento pohyb lze provést několikrát v závislosti na opotřebení zařízení. Poté se vrták mírně oddálí od kružnice, otočí se o 180° kolem své osy a naostří se druhý břit. Poté se zkontroluje následující:
• přítomnost podcenění soustružených zadních ploch vzhledem k řezným hranám;
• jednotnost tvaru zadních ploch;
• rovnost délek hran.
Pokud není dosaženo požadovaného výsledku, operace se opakují. Kvalita ostření se nakonec kontroluje zkušebním vrtáním.
Jakmile je geometrie boků a řezných hran správná, lze propojku naostřit, aby se snížil odpor vůči vrtáku zajíždějícímu do materiálu při vrtání. Obvykle se brousí na hraně brusného kotouče vytvořením symetrických řezů na obou stranách. Měly by být umístěny podél spojovací čáry a měly by mít délku přibližně rovnou 1/10 průměru vrtáku.
Hlavní nevýhodou ostření vrtáků na bruskách je, že kvalita takového zpracování zcela závisí na zručnosti obsluhy. Navíc je nutné kontrolovat výsledek, což zabere další čas. Proto z hlediska složitosti použití, přesnosti ostření a produktivity jsou ostřičky výrazně horší než specializované stroje na obnovu opotřebovaných vrtáků.

Ostřičky pro spirálové vrtáky jsou kompaktní zařízení, obvykle určená pro umístění na pracovní plochu. Jsou určeny pro opracování nástrojů o průměru 3 až 32 mm. Většina profilových strojů provádí ostření ve dvou rovinách a poskytuje:
• vytvoření daného vrcholového úhlu v rozsahu 90–140°;
• podpora;
• vytvoření druhé roviny, obvykle několika typů.
Takové stroje zpravidla používají jako pracovní nástroj CBN (CBN) ostřící kotouč, určený pro zpracování vrtáků z rychlořezné oceli (HSS). Je také možné nainstalovat diamantový (SDC) kotouč, který umožňuje ostření tvrdokovových vrtáků. Často jsou jako příslušenství nabízeny přídavné disky.
Vrták se při ostření fixuje pomocí kleštiny a kleštinového sklíčidla, jehož hlava má dvě rovnoběžné plošky. Ke standardnímu vybavení strojů patří sady příslušenství nutného pro provoz.
Počáteční fází ostření spirálových vrtáků na stroji je montáž sklíčidla pomocí kalibračního zařízení. K tomu potřebujete:
1. Vyberte kleštinu, která odpovídá průměru vrtáku.
2. Umístěte kleštinu do těla sklíčidla a nasaďte její hlavu.
3. Vložte vrták do kleštiny.
4. Nastavte kalibrační zařízení stroje na požadovanou velikost vrtáku.
5. Nainstalujte kazetu do objímky nastavovacího stojanu tak, aby drážka na hlavě kazety souhlasila s výstupkem stojanu.
6. Otáčejte hlavou sklíčidla ve směru hodinových ručiček, dokud se nezastaví, a poté vrtákem, dokud se břit nedotkne dorazu.
7. Utáhněte kazetu otáčením jejího těla ve směru hodinových ručiček.
Výsledkem je, že vrták je bezpečně upevněn s přesahem nezbytným pro správné ostření a pracovní břity jsou umístěny rovnoběžně s ploškami sklíčidla.
Součástí přípravy stroje je i nastavení hodnoty úhlu hrotu. Tato operace se provádí otáčením excentrického sloupku držáku, který je zajištěn pojistným šroubem.
Pro ostření rohu na vrcholu a současné broušení podél zadní plochy se při zapnutí stroje vloží do excentrické objímky kleštinové sklíčidlo s vrtákem. V tomto případě se plochy kazety musí shodovat s výstupky držáku. Poté musíte kazetu otáčet doleva a doprava, dokud zvuk ostření nezmizí. To znamená, že první řezná hrana je naostřena.
Poté by měla být kazeta mírně vytažena z objímky, aby se uvolnily plošky, otočena o 180° a opakováním operace zaostřete druhou hranu.
Pro vytvoření druhé roviny na zadní ploše se kazeta vloží do přijímací jednotky umístěné na vodorovné polici stroje. Ploška je umístěna naproti montážním kolíkům umístěným vedle otvoru, které slouží k omezení otáčení kazety. Když je stroj v chodu, je třeba kazetu otáčet doleva a doprava, dokud nezmizí zvuk ostření, a poté otočit o 180° a provést stejné akce.
Přeuspořádání vodících kolíků umožňuje změnit profil druhé roviny. V závislosti na jeho konfiguraci je dosaženo buď nejlepšího samostředění vrtáku, nebo nejproduktivnějšího řezání nebo vyvážené kombinace těchto vlastností.
Profilové ostřičky pro spirálové vrtáky umožňují jednoduše a rychle získat kvalitní ostření, jehož přesnost je málo ovlivněna lidským faktorem. Proto je takové zařízení nejlepší volbou pro případy, kdy potřebujete pravidelně brousit velké množství vrtáků.