Jak zvolit průměr elektrody pro svařování?
Svařování kovů je hlavní metodou spojování kovových dílů ve stavebnictví, strojírenství, výrobě lodí a vozidel. Používá se téměř ve všech oblastech průmyslové výroby a v každodenním životě. Hlavním spotřebním materiálem, na kterém závisí kvalita spojů, je svařovací elektroda.
Možná potřebujete:

Elektrody MP-3, d=4,0 mm Speciální elektroda (5 kg)

Elektrody UONI-13/55, d=4,0 mm SpetsElektrod (5 kg)
Druhy a účel svařovacích elektrod
Pomocí svařování můžete:
- spojte kovové části;
- výroba kovových konstrukcí jakékoli velikosti;
- řezaný kov;
- odstranit praskliny;
- vyřízněte kulaté a tvarované otvory;
- svarový kov pro obnovu oblastí opotřebení;
- provádět opravy a jiné druhy prací.

Průmysl vyrábí mnoho typů elektrod, asi dvě stě z nich. Každá z nich je nejúčinnější v rámci omezených charakteristik těchto prací, takže výběr elektrod pro svařování je velmi důležitým krokem. Mělo by být provedeno po důkladném prostudování tématu nebo s pomocí specialistů.
Kritériem pro výběr elektrod jsou konstrukční parametry, vlastnosti a účel specifikovaný výrobcem výrobku. Hlavní jsou:
- značka elektrody;
- jmenování;
- průměr jádra;
- typ povlaku elektrody;
- délka elektrody;
- velikost pracovního proudu;
- druh proudu a polarita připojení;
- složení centrální tyče;
- svařovací poloha;
- speciální technologické charakteristiky procesu svařování.
Jmenování
Značka elektrody zpravidla šifruje její účel. Například typy produktů:

- UONI – určeno pro svařování dílů při nízkých teplotách;
- ANO-21 – pro provádění prací s tenkými (do 4 mm) díly provozovanými pod nízkým tlakem;
- MP-3S – pro svařování válcovaných dílů a středně uhlíkových ocelí do tloušťky 20 mm;
- LEZ – pro nanášení opotřebených dílů;
- levné univerzální elektrody OZS-12 se doporučují pro svařování uhlíkových ocelí a snadno se používají;
- rutilové výrobky jakosti ANO-4 se používají pro svařování nízkolegovaných a nízkouhlíkových ocelí; práce na stejnosměrném i střídavém proudu; Dobře vaří kov znečištěný rzí, mají stabilní oblouk a snadno se čistí od strusky.
Odborníci rozlišují elektrody pro svařování, lepení, navařování a řezání. Univerzální produkty jsou velmi žádané, šetří spoustu času při provádění různých typů prací.
Průměr
Volba průměru elektrody (jádra) je dána tloušťkou svařovaných dílů a maximálním proudem použitého svařovacího stroje. Čím jsou vyšší, tím silnější mohou být spojené prvky.
Všechny tři parametry jsou na sobě závislé. Jejich hodnoty jsou uvedeny ve speciálních tabulkách, které je vhodné použít před prací a nákupem elektrod. Pro díly o tloušťce 3-4 mm je tedy potřeba použít elektrody o průměru 3 mm s nastavitelným provozním proudem v rozsahu 80-160 A.

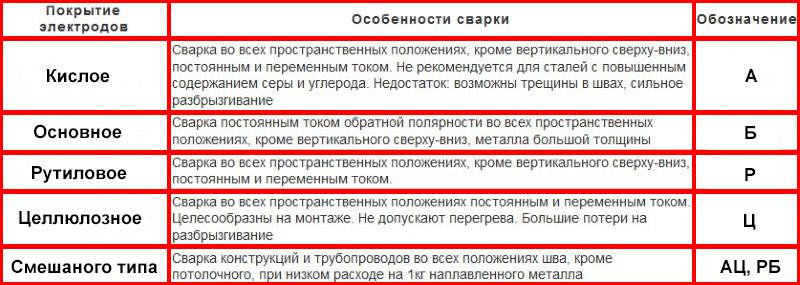
Potahování elektrod
Povlak jádra je pevná kompozice, druh tavidla, určený k ochraně roztaveného kovu před škodlivými účinky kyslíku, který při vstupu do tekutého kovu vytváří oxidy, které zhoršují kvalitu spojení.
Další funkcí povlaku je tepelná izolace taveniny pro oddálení doby tuhnutí (aby z ní měl čas uniknout škodlivý plyn a nekovové vměstky). Moderní elektrody používají několik typů povlaků. Hlavní jsou bazické (v označení elektrod označeno písmenem „B“) a rutilové (písmeno „P“).
Základní nátěr
Je známo, že obsahuje vápenaté soli – uhličitan a fluor. Za jeho výhodu se považuje nízký obsah vodíku. Typickými představiteli elektrod se základním povlakem jsou výrobky UONI. Jejich povlak zajišťuje vysoce kvalitní šev, a to jak ve vzhledu, tak v technických ukazatelích: tažnost, pevnost, rázová houževnatost.
Elektrody netvoří krystalické trhliny uvnitř švu, proto jsou doporučovány specialisty pro kritické svařovací operace a pro výrobky provozované v náročných klimatických podmínkách. Lze je použít při svařování v jakékoli poloze kromě vertikální.
Rutilový nátěr
Rutil je oxid titaničitý. Kromě toho povlak obsahuje křemík a kyslík.
Rutilový povlak se vyznačuje následujícími vlastnostmi:
- vytvoření vysoce kvalitního švu v jakékoli prostorové poloze elektrody;
- stabilní hoření oblouku;
- minimální rozstřikování taveniny a povlaku;
- možnost svařování na stejnosměrný i střídavý proud;
- možnost svařování rezavých a špinavých dílů;
- rychlé a snadné zapálení elektrody;
- snadné odstraňování strusky.
Délka
Délka elektrod se pohybuje od 30-50 cm Čím delší je výrobek, tím delší je doba provozu bez jeho výměny. Někdy je to velmi důležité, například při výrobě dlouhého a vysoce kvalitního švu. Krátké elektrody mohou být vhodnější v těžko dostupných místech.
Zdroj energie
Ke svařování kovů elektrodami se používají svařovací transformátory, usměrňovače, invertory a další zařízení pracující v režimu ručního obloukového svařování. Měnič je široce používán díky své kompaktnosti, nízké hmotnosti a širokým možnostem.
Poskytuje provoz na stejnosměrný i střídavý proud a jeho nízká hmotnost je vysvětlena skutečností, že transformace napětí se provádí při frekvenci nikoli 50 Hz, ale 100 kHz, pro kterou je velikost a hmotnost jádra transformátoru snížena o řádově.
Při svařování stejnosměrným proudem záleží na polaritě spoje. Při přímé polaritě se zem (svařovací část) připojí na „+“ zdroje a držák s elektrodou na „-“. S obrácenou polaritou je opak pravdou. S přímou polaritou můžete svařovat tenké díly a s obrácenou polaritou můžete svařovat masivní díly.
Při výběru elektrod můžete pomocí tabulky a údajů na svařovacím stroji určit, zda zdroj dokáže poskytnout požadované množství proudu.
Složení tyče
Materiál tyče musí být vhodný pro svařování konkrétního kovu, proto byste měli přísně dodržovat příslušné pokyny výrobce produktu.
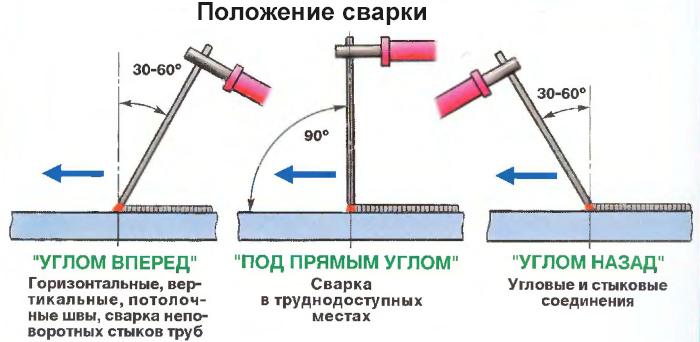
Pozice svařování
Prostorová poloha elektrody je také zahrnuta v jejím označení. Číslo 1 označuje elektrody, které se používají pro svařování pouze ve spodní poloze součásti (elektroda nahoře).
Číslo 2 označuje výrobky používané s horizontálním nebo vertikálním švem (strop je vyloučen).
Číslo 3 se používá pro stropní elektrody (elektroda se opírá o část zespodu). Svářeč musí tato označení vzít v úvahu, aby se vyhnul nekvalitnímu svaru nebo zranění.
Kalcinace elektrod
Potahování elektrod vyžaduje těsnost při skladování, ale tato podmínka není všude splněna. Ostré hrany tyčí zpravidla narušují těsnost plastového obalu již při prvním přenášení obalů. V době nákupu jsou tedy elektrody nasyceny přebytečnou atmosférickou vlhkostí.
V tomto stavu, kvůli nebezpečí získání nekvalitního švu a možnosti příliš velkého rozstřiku kovu, s nimi nelze provádět svařování. Elektrody je třeba vysušit. Výrobce dává jasná doporučení ohledně parametrů procesu, nastavení doby sušení a maximální teploty. Obvykle nepřesahuje 260 ºС.
Jak zjistit kvalitu elektrod při nákupu?
Nejlepší možností by bylo otestovat několik elektrod ze zakoupené šarže v pracovním postupu svařování. Pokud to není možné, musíte věnovat pozornost následujícím faktorům:
- trvanlivost výrobků;
- název výrobní společnosti (pro zkušené svářeče je to důležitá informace);
- kvalita nátěru z hlediska rovnoměrné tloušťky nanášení kolem tyče, absence drobení.
Pokud se během testování objeví známky nadměrné vlhkosti, elektrody by měly být vysušeny a test opakován.
Aby bylo svařování dílů prováděno v souladu se všemi pravidly předpisů a kvalita švu nebyla kritizována, je nesmírně důležité dobře studovat technologie svařování. Volba typu elektrody je nedílnou součástí těchto znalostí, které je potřeba neustále doplňovat a zdokonalovat.

Aby elektrické svařování pomocí invertoru poskytlo požadovaný výsledek a výsledný svar měl vysokou spolehlivost a pevnost, je nutné správně zvolit elektrody pro svařování invertorem. Je velmi snadné se zmást v obrovské rozmanitosti podobných produktů prezentovaných na moderním trhu.
Chyby při výběru elektrod pro svařování negativně ovlivní výsledek práce
Liší se materiálem výroby, jejich typem, průměrem, složením povlaku a řadou dalších významných vlastností. Jaké elektrody lze použít pro svařování s invertorem a jak je správně vybrat, o tom chceme mluvit v tomto článku.
Kritéria pro výběr elektrod
Především je třeba mít na paměti, že elektrody mohou být spotřebního i nekonzumovatelného typu. První jsou vyrobeny z kovové tyče, na jejíž povrch je nanesen speciální nátěr, který pomáhá chránit svařovací zónu a zvyšuje stabilitu oblouku. Používají se k provádění ručního obloukového svařování. Výrobky druhé kategorie – nekonzumovatelné – se používají k provádění svářečských prací v ochranném plynu (argon), jejich odrůdy a vlastnosti použití budou popsány v samostatném článku.
Při výběru elektrod pro svařování pomocí invertoru byste měli vzít v úvahu, že materiál spojovaných dílů také ovlivní kvalitativní charakteristiky vytvářeného švu. V souladu s tím se pro svařování různých materiálů používají různé typy svařovacích elektrod. Takže například:
- pro připojení výrobků vyrobených z nízkouhlíkových a nízkolegovaných ocelí se volí uhlíkové elektrody;
- pro připojení výrobků z legované oceli se používají elektrody odpovídajících značek: OZS-4, MR-3 (GOST 9466-75), MR-3, ANO-21, UONI 13/45 (GOST 9467-75);
- pokud je nutné provádět svářečské práce s navařováním nebo jinými druhy oceli, pak zvolte elektrody s jádrem z vysoce legovaného kovu – TsL-11 (GOST 9466-75);
- pro vaření litiny je také nutné vybrat elektrody příslušné značky – OZCH-2 (GOST 9466-75).
K dnešnímu dni bylo vytvořeno následující hodnocení elektrod používaných pro svařování pomocí invertoru.
- ANO. Svařovací elektrody této značky jsou vysoce hořlavé a nevyžadují další kalcinaci. Stejně úspěšně s nimi mohou pracovat začínající svářeči i profesionálové.
- MP-3 je univerzální typ, lze je použít i pro spojování nečištěných ploch.
- MR-3S. Elektrody této značky by měly být vybrány, pokud jsou na vlastnosti švu kladeny zvýšené nároky.
- UONI 13/55 se používá pro instalaci kritických konstrukcí, které vyžadují vysoce kvalitní svary. Pro začínajícího svářeče bude obtížné s nimi pracovat: jejich použití vyžaduje určité zkušenosti a vysokou kvalifikaci.
Výhody populárních značek elektrod
Mnoho moderních typů elektrod pro svařování pomocí invertoru má následující výhody.
- Snadno se svařuje. Potíže při svařování s takovými elektrodami mohou nastat, pokud je nesprávně vyberete podle složení materiálu jádra.
- Vysoce kvalitní šev. Tento parametr je při svářečských pracích nejdůležitější a elektrody uvedených značek jej umožňují zajistit. Pomocí takových elektrod pro invertor můžete získat vysoce kvalitní vnitřní a vnější spoje, svary konvexních a konkávních tvarů.
- Snadná separace strusky. Struska získaná při svařování pomocí takových elektrod se snadno odděluje, což umožňuje okamžitě zjistit, jakou kvalitu svaru poskytují.
- Zkorodované díly lze svařovat. Výrobky pokryté vrstvou rzi se samozřejmě vaří velmi zřídka, ale tyto elektrody umožňují i v tomto případě získat vysoce kvalitní a spolehlivý šev.
- Proces svařování je pro svářeče bezpečný z hlediska hygienických a hygienických norem.
Rozdíly v elektrodách podle značky a průměru
Mezi zkušenými svářeči panuje názor, že při použití invertoru lze svařovat libovolnými elektrodami. Takový názor je zpravidla založen pouze na osobních zkušenostech takových odborníků, kteří se zabývají prováděním prací určitého typu (svařování konstrukcí z profilových trubek nebo úhelníků). Při provádění prací s invertorem nejsou na spoj kladeny žádné závažné požadavky na jeho těsnost, lze tedy bez problémů použít elektrody o průměru 0,5–2 mm.
Výběr průměru a značky elektrody by měl být založen na tloušťce kovu, který je třeba s nimi spojit. Díly velké tloušťky vyžadují dlouhodobé svařování, elektroda pro jejich svařování musí být zvolena s větším průměrem. Stále se musíte naučit pracovat se svařovacími elektrodami malého průměru, velmi rychle vyhoří. Obvykle se takové produkty používají pro lepicí práce.
Které elektrody je nejlepší vybrat, je také ovlivněno typem práce, pro kterou se plánuje použití. Pro provádění složitých prací na trase je tedy nutné vybrat elektrody o velkém průměru a instalaci konstrukcí z profilových prvků lze provádět s výrobky o průměru až 2 mm. Tyto elektrody se používají zejména při montáži sekčních vrat a výrobě různých uzavíracích konstrukcí z profilových trubek a vlnitých plechů.
Klasifikace svařovacích elektrod
Za prvé, svařovací elektrody jsou rozděleny do samostatných typů podle jejich hlavního účelu. Je tedy obvyklé rozlišovat následující typy:
- ty, které se používají k vaření uhlíkových a nízkolegovaných ocelí;
- pro spojování konstrukcí z vysokopevnostních žáruvzdorných ocelí;
- pro práci s vysoce legovanou ocelí (často se jim říká „elektrody z nerezové oceli“);
- ty, které se používají ke svařování hliníku a jeho slitin;
- určeno pro svařování mědi a jejích slitin;
- pro spojování litinových dílů;
- ty, s jejichž pomocí se provádí povrchová úprava a různé opravy;
- určený pro spojování dílů z ocelí neurčitého složení a těžko svařitelných ocelí.
Na svařovací elektrody lze nanášet různé povlaky. Podle typu nátěru se dělí do 4 kategorií. Nejběžnější jsou elektrody se dvěma typy povlaků.
Výrobky se základním nátěrem, které se nazývají základní. Nejoblíbenější produkty jsou UONI 13/55. Vyplatí se je vybrat, pokud potřebujete získat svary vysoké kvality, vyznačující se mimořádnou rázovou houževnatostí, tažností a mechanickou pevností. Kromě toho jsou svary získané při práci s takovými elektrodami vysoce odolné vůči vzniku krystalizačních trhlin. Také nejsou náchylné k přirozenému stárnutí. Jejich volba se vyplatí, pokud potřebujete instalovat kritické konstrukce, které jsou plánovány pro použití v náročných podmínkách.
Mají také nevýhodu: pokud je jejich povlak navlhčen nebo je na okrajích součástí, které jsou spojeny, rez, stopy oleje nebo okují, tvoří se ve svaru póry. Póry ve švu se mohou vytvořit také při svařování dlouhým obloukem. Nevýhodou použití takových elektrod je, že mohou pracovat pouze na stejnosměrný proud a obrácenou polaritu.
Druhým typem jsou elektrody s povlakem rutilového typu. Výrobky s takovým povlakem, jejichž nejoblíbenější značkou je MP-3, se úspěšně používají ke spojování dílů vyrobených z nízkouhlíkové oceli. Svařovací elektrody této značky se vyznačují následujícími technologickými výhodami:
- stabilní hoření oblouku při provozu na stejnosměrný i střídavý proud;
- minimální rozstřikování materiálu při svařování invertorem;
- schopnost získat vysoce kvalitní svary jakékoli prostorové polohy;
- snadná separace strusky;
- svary mají vynikající dekorativní vlastnosti;
- Vhodné pro svařování povrchů pokrytých rzí nebo nečistotami.
Výběr produktů podle dalších parametrů
Druh proudu a také polarita jeho připojení jsou nejdůležitější parametry svařovacích operací. Svařovací invertory produkují primárně stejnosměrný proud, který lze připojit k obrobku a elektrodě ve dvou okruzích.
- Přímá polarita. U tohoto schématu je plus připojen k zemi a mínus ke svařovací elektrodě.
- Opačná polarita. Toto schéma zahrnuje připojení mínus k zemi a plus k držáku s elektrodou.
Pokud vaříte s invertorem s přímou polaritou, připojované povrchy se výrazně zahřívají, což se při opačném zapojení polarity nestane. Proto je v následujících situacích vhodné zvolit obrácenou polaritu.
- Při svařování dílů malé tloušťky invertorem. Obrácená polarita v takových případech pomůže chránit materiál před propálením.
- Opačná polarita se používá ke svařování dílů z vysoce legovaných ocelí, které jsou velmi citlivé na přehřátí.
Přímá polarita, při které dochází k výraznému zahřívání obrobku, se optimálně využívá pro spojování materiálů velmi silných a masivních.
Při provádění jakýchkoli svařovacích prací pomocí invertoru jsou nejdůležitější tři parametry, které jsou vzájemně propojeny:
- síla svařovacího proudu;
- průměr elektrody;
- tloušťka spojovaných dílů.
Tloušťka spojovaných dílů má přímý vliv na volbu elektrod. V případě potřeby spojování tenkých dílů (do 1,5 mm) se pro tento účel nepoužívají ruční poloautomaty nebo zařízení umožňující svařování v ochranném argonovém prostředí.
Při rozhodování, které elektrody zvolit pro svařovací struktury určité tloušťky, se můžete řídit následujícími kritérii:
- pro díly o tloušťce 2 mm jsou nejvhodnější elektrody Ø 2,5 mm;
- při spojování dílů o tloušťce 3 mm byste měli zvolit elektrody Ø 2,5–3 mm;
- pokud je tloušťka svařovaných dílů 4–5 mm, pak jsou vhodné elektrody Ø 3,2–4 mm;
- díly o tloušťce 6–12 mm se nejlépe svařují elektrodami Ø 4–5 mm;
- když tloušťka přesahuje 13 mm, pak jsou optimální volbou elektrody Ø 5 mm.
Je velmi důležité zvolit správný průměr elektrod, protože při překročení tohoto parametru klesá hustota svařovacího proudu. To povede k nestabilitě svařovacího oblouku, zhorší se průnik součástí a zvětší se šířka svaru. Mnoho výrobců uvádí na obalech informace o nejlepších aktuálních hodnotách k použití.
Pokud takové informace nejsou uvedeny na obalu, můžete se řídit následujícími doporučeními:
- pro svařování elektrodami Ø 2 mm by měl být svařovací proud nastaven na 55–65A;
- pro výrobky Ø 2,5 mm se používá proud 65–80A;
- elektrody Ø 3 mm – proud 70–130A;
- pro elektrody Ø 4 mm volte svařovací proud 130–160 A;
- výrobky Ø 5 mm – proud 180–210 A;
- Je lepší vařit s 6mm elektrodami při proudu 210–240 A.
Jak vyplývá ze všeho výše uvedeného, pro kvalitní svařování s invertorem je důležitý správný výběr elektrod podle jejich průměru. Měli byste také nastavit optimální svařovací proud. Pokud například plánujete svařovat tenký kov pomocí invertoru pomocí elektrod s velkým průměrem nebo svařovací proud překročí povolené hodnoty, mohou se v hotovém svaru tvořit póry, což výrazně sníží jeho kvalitativní charakteristiky.
Elektrody od zahraničních výrobců
Elektrody značky ESAB si na tuzemském trhu získaly velkou oblibu. Charakteristickým znakem elektrod od švédského výrobce je, že jejich označení začíná označením „OK“, za kterým následují 4 číslice. Mezi širokou škálou modelů elektrod této značky jsou nejrozšířenější následující.
- OK 46.00:3. Z hlediska vlastností jsou velmi podobné domácím produktům MP-XNUMX. Pomocí invertoru mohou vařit uhlíkové a nízkolegované oceli pomocí stejnosměrného i střídavého proudu. Při použití je výsledné spojení vysoce kvalitní.
- OK 48.00:XNUMX. Mohou pracovat výhradně na stejnosměrný proud, používají se pro instalaci zvláště kritických konstrukcí.
- OK 53.70. Jsou specializovaného typu, používají se ke svařování kořenových průchodů a spojování trubkových spojů.
- OK 61.30 a 63.20. Používají se pro svařování nerezových dílů s invertorem, ale před jejich zakoupením je důležité si ujasnit, zda jsou vhodné pro práci s jakostí kovu, o kterou máte zájem.
- OK 68.81. Pomocí výrobků této značky je prováděno invertorové svařování dílů z blíže nespecifikovaných jakostí oceli i z obtížně svařitelných jakostí.
- OK 96.20. Pracují na litině a také spojují litinové díly s ocelovými.
- OK 92.60. Určeno pro svařování výrobků z hliníku a jeho slitin pomocí invertoru.
Mimochodem, v sortimentu elektrod této značky jsou i produkty, kterými lze svařovat měď a její slitiny.
Co je třeba zvážit při výběru elektrod
Shrneme-li vše výše uvedené, můžeme identifikovat řadu základních parametrů, na základě kterých je vhodné vybírat elektrody pro invertorové svařování. První věc, kterou musíte zvážit, je typ materiálů, které budete vařit. Pokud je vyžadována instalace kritické konstrukce, je lepší zvolit elektrody od osvědčeného výrobce. K takovým účelům se dobře hodí například produkty značky ESAB vyráběné známým švédským výrobcem.
Pokud je povrch dílů z uhlíkové oceli, které se chystáte svařovat invertorem, pokryt rzí nebo mokrý, pak je lepší zvolit elektrody s povlakem rutilového typu.
Výrobky se základním nátěrem se používají v případech, kdy je potřeba svařovat zvláště kritické konstrukce invertorem. Kvalita svařování s takovými elektrodami závisí také na tom, jak pečlivě připravíte povrchy ke spojení. Abyste pochopili, jak se taková příprava provádí, můžete se podívat na tréninkové video, které lze snadno najít na internetu.
Tloušťka dílu, který potřebujete svařit invertorem, určuje nejen volbu průměru elektrody, ale také sílu svařovacího proudu, která také ovlivňuje kvalitu vytvořeného spoje.