Jak se měří řezná rychlost?
Koncepce příspěvku na zpracování. Strojní součásti zpracovávané na kovoobráběcích strojích jsou vyráběny z odlitků, výkovků, kusů válcovaného kovu a dalších polotovarů. Díl získá požadovaný tvar a rozměry poté, co se z obrobku odřízne veškerý přebytečný materiál nebo, jak se říká, přídavky získané při jeho výrobě.
Příspěvek (obecně) je vrstva kovu, která musí být odstraněna z obrobku, aby se díl získal ve své konečné konečné podobě.
Některé díly se zpracovávají postupně na několika strojích, na každém z nich se odebere pouze část celkového přídavku. Například díly, jejichž diametrální rozměry musí být velmi přesné a jejichž povrchy musí mít velmi nízkou drsnost, se opracovávají nejprve na soustruzích a nakonec na bruskách.
Vrstva kovu odstraněná na soustruhu se nazývá pažba pro otáčení. Při zpracování válcových dílů existují: boční přídavek a přídavek průměru. Přídavek na průměr se rovná dvojnásobku bočního přídavku. Lze jej definovat jako rozdíl průměrů ve stejném úseku před a po zpracování.
Část kovu odebraná (odříznutá) z obrobku při jeho zpracování se nazývá hobliny.
Klín je základem každého řezného nástroje. Řezné nástroje používané při zpracování dílů na strojích, zejména soustruzích, jsou velmi rozmanité, ale podstata jejich práce je stejná. Každý z těchto nástrojů je klín, jehož struktura a funkce jsou obecně známé.
Nůž, kterým brousíme tužku, má v průřezu klínovitý tvar. Tesařské dláto je také klín s ostrým úhlem mezi jeho stranami.
Nejčastěji používaným nástrojem při zpracování součásti na soustruhu je fréza. Klínovitý tvar má i průřez pracovní částí frézy.
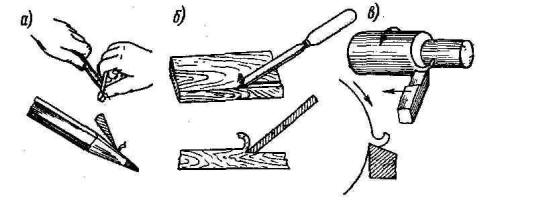
Rýže. č. 1 Klín jako základ každého řezného nástroje
Řezné pohyby při soustružení. Obrázek 2 schematicky znázorňuje soustružení dílu 1 frézou 2. V tomto případě se díl otáčí podél šipky υ a fréza se pohybuje podél šipky s a odebírá z dílu třísky. Prvním z těchto pohybů je hlavní. Vyznačuje se řeznou rychlostí. Druhý pohyb – pohyb krmiva.
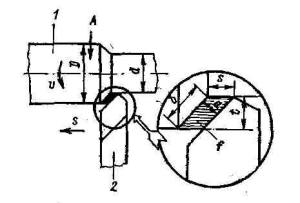
Rýže. č. 2 Pohyby a řezné prvky při soustružení
Rychlost řezání. Každý bod obráběné součásti na povrchu (obr. 2), například bod A, urazí určitou vzdálenost za jednotku času, například jednu minutu. Délka této dráhy může být větší nebo menší v závislosti na počtu otáček dílu za minutu a jeho průměru a určuje řeznou rychlost.
Rychlost řezání je délka dráhy, která projde za jednu minutu od bodu obrobené plochy součásti vzhledem k řezné hraně frézy. Řezná rychlost se měří v metrech za minutu a označuje se písmenem υ. Pro stručnost místo slov „metry za minutu“ napište m/min.
Řezná rychlost při soustružení se zjistí podle vzorce
kde υ je požadovaná řezná rychlost vm/min; π je poměr obvodu k jeho průměru, rovný 3,14; D je průměr obrobené plochy součásti v mm; n je počet otáček součásti za minutu. Součin πDn ve vzorci je nutné vydělit 1000, aby byla nalezená řezná rychlost vyjádřena v metrech. Tento vzorec zní takto: řezná rychlost se rovná součinu obvodu obrobku a jeho počtu otáček za minutu, děleno 1000.
směny. Pohyb frézy během řezání může v závislosti na provozních podmínkách probíhat rychleji nebo pomaleji a je charakterizován, jak bylo uvedeno výše, posuvem.
Podáním je velikost pohybu frézy na otáčku obrobku. Posuv se měří v milimetrech na otáčku součásti a označuje se písmenem s (mm/ot.).
Podání se volá podélný, pokud se fréza pohybuje rovnoběžně s osou obrobku, a příčnýkdyž se fréza pohybuje kolmo k této ose.
Hloubka řezu. Fréza při pohybu odebírá z dílu vrstvu materiálu, jejíž tloušťka je charakterizována hloubkou řezu.
Hloubka řezu je tloušťka odebrané vrstvy materiálu, měřená kolmo k obrobené ploše součásti. Hloubka řezu se měří v milimetrech a označuje se písmenem t. Hloubka řezu pro vnější soustružení je poloviční oproti rozdílu průměrů obrobku před a po průchodu frézy. Pokud tedy průměr součásti před soustružením byl 100 mm a po jednom průchodu frézy se stal 90 mm, znamená to, že hloubka řezu byla 5 mm.
Řez, jeho tloušťka, šířka a plocha. V důsledku zbytkové deformace třísek, ke které dochází při procesu jejich vzniku, je jejich šířka a zejména tloušťka větší než rozměry b a a na Obr. 2. Délka čipu se ukáže být menší než odpovídající velikost obrobené plochy povrchu součásti. Plocha ƒ stínovaná na Obr. 2 a nazývá se řez, neodráží v tomto případě průřez odebraných třísek.
Řezem je průřez kovové vrstvy odebrané při dané hloubce řezu a posuvu. Rozměry řezu jsou charakteristické jeho tloušťkou a šířkou.
Tloušťka řezu je vzdálenost mezi krajními body pracovní části řezné hrany frézy. Šířka řezu se měří v milimetrech (mm) a označuje se písmenem b. Čtyřúhelník stínovaný na Obr. 2 znázorňuje oblast řezu.
Řezná plocha se rovná součinu posuvu a hloubce řezu. Plocha řezu se měří v mm², označuje se písmenem ƒ a určuje se podle vzorce ƒ = st, kde ƒ je hloubka řezu v mm.
Plochy a roviny během procesu řezání. Na obrobku se při odstraňování třísek z něj frézou rozlišují plochy: obrobek, obráběná plocha a řezná plocha (obr. 3).
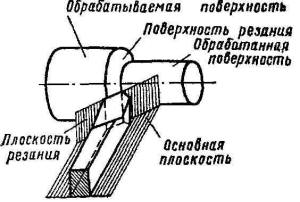
Rýže. 3. Plocha a rovina při procesu řezání
Zpracováno povrch je povrch, ze kterého se odstraňují třísky.
Ošetřený povrch je povrch součásti získaný po odstranění třísek.
Řezná plocha je povrch vytvořený na obrobku přímo řeznou hranou frézy.
Pro určení úhlů řezu jsou stanoveny následující pojmy: rovina řezu a hlavní rovina.
Řezací rovina nazývaná rovina tečná k řezné ploše a procházející řeznou hranou frézy.
Hlavní povrch nazývaná rovina rovnoběžná s podélným a příčným posuvem. Shoduje se s nosnou plochou frézy.
Části frézy a prvky její hlavy. Fréza (obr. 4) se skládá z hlavy, tzn. pracovní část a tělo, které slouží k zajištění frézy.
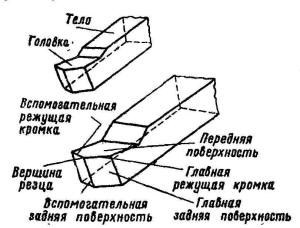
Rýže. 4. Části frézy a prvky její hlavy.
Povrchy a další prvky frézovací hlavy jsou označeny následujícími názvy.
Přední plocha frézy nazývá se povrch, po kterém třísky proudí.
Zadní plochy frézy se nazývají povrchy směřující k obrobku a jeden z nich se nazývá hlavní a druhý pomocný.
Řezné hrany řezačka jsou čáry tvořené průsečíkem přední a zadní plochy. Řezná hrana, která vykonává hlavní řeznou práci, se nazývá hlavní Druhá řezná hrana frézy se nazývá pomocný.
Z Obr. Na obr. 4 je vidět, že hlavní zadní plocha řezného nástroje je plocha přiléhající k jeho hlavnímu řeznému břitu a pomocná plocha přiléhá k pomocnému řeznému břitu.
Horní část frézy se nazývá spojnice hlavní a pomocné hrany. Hrot frézy může být ostrý, plochý nebo zaoblený.
Úhly frézy. Hlavními úhly frézy jsou úhel hřbetu, úhel čela, vrcholový úhel a úhel řezu. Tyto úhly se měří v hlavní řezné rovině (obr. 5).
Hlavní řezná rovina existuje rovina kolmá k hlavnímu břitu a hlavní rovině.
Hlavní úhel hřbetu je úhel mezi hlavní hřbetní plochou frézy a rovinou řezu. Tento úhel se označuje řeckým písmenem α (alfa). Bodový úhel se nazývá úhel mezi přední a hlavní zadní plochou frézy. Tento úhel se označuje řeckým písmenem β (beta).
Přední úhel je úhel mezi přední plochou frézy a rovinou vedenou hlavním ostřím kolmou k rovině řezu. Tento úhel je označen písmenem γ (gama).
Úhel řezání volána mezi čelní plochou frézy a rovinou řezu. Tento úhel se označuje řeckým písmenem δ(delta)>
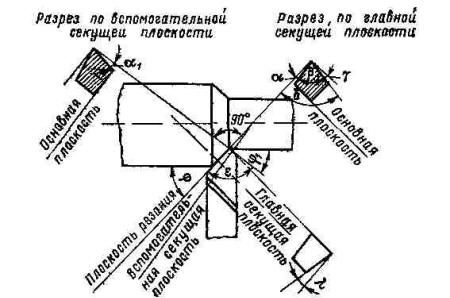
Rýže. 5. Úhly soustružnických nástrojů.
Kromě uvedených se rozlišují následující úhly řezu: pomocný úhel náběhu, úhel hlavního náběhu, úhel pomocného náběhu, vrcholový úhel frézy a úhel sklonu hlavního břitu.
Pomocný úhel hřbetu je úhel mezi povrchem vedlejšího boku a rovinou procházející sekundárním břitem kolmým k hlavní rovině. Tento úhel se měří v pomocné řezné rovině kolmé k pomocné řezné hraně a hlavní rovině a je označen α¹.
Hlavní půdorysný úhel nazývá se úhel mezi hlavním břitem a směrem posuvu. Tento úhel se označuje písmenem φ (phi).
Pomocný půdorysný úhel nazývá se úhel mezi vedlejším břitem a směrem posuvu. Tento úhel je označen φ¹.
Vrcholový úhel je úhel, který svírá průsečík hlavního a vedlejšího břitu. Tento úhel se označuje řeckým písmenem ε (upsilon).
Zjednodušený obrázek úhlů fréz, přijatý v praxi, je na Obr. 6, a a b (přímka AA – rovina řezu). Na Obr. 6, c ukazuje úhly frézy v půdorysu.
Hlavní řezná hrana frézy může svírat různé úhly sklonu s čárou vedenou špičkou frézy rovnoběžně s hlavní rovinou (obr. 7).
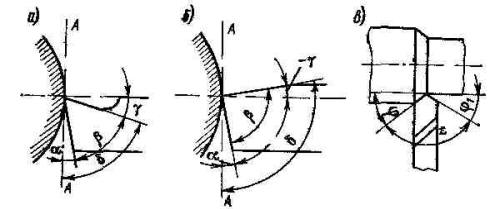
Rýže. 6. Zjednodušené znázornění úhlů soustružnických nástrojů.
Úhel sklonu měřeno v rovině procházející hlavním ostřím kolmé k hlavní rovině a je označeno řeckým písmenem λ (lambda). Tento úhel je považován za kladný (obr. 7, a), když je hrot frézy nejnižším bodem řezné hrany; rovna nule (obr. 7, b) – když je hlavní řezná hrana rovnoběžná s hlavní rovinou, a záporná (obr. 7, c) – když je špička frézy nejvyšším bodem řezné hrany.
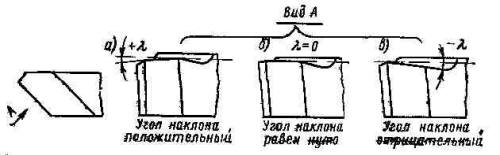
Rýže. 7. Úhly sklonu hlavního břitu: kladný (a), nulový (b) a záporný (c)
Význam úhlů frézy a obecné úvahy při jejich výběru. Všechny tyto úhly jsou důležité pro proces řezání a k výběru jejich hodnoty je třeba přistupovat velmi pečlivě.
Čím větší je úhel čela frézy γ, tím snazší je odstraňování třísek. Ale s nárůstem tohoto úhlu (obr. 6, a) se úhel ostření frézy snižuje, a tím i její síla.
Úhel čela frézy může být proto při zpracování měkkých materiálů poměrně velký a musí se naopak zmenšit, pokud je zpracovávaný materiál tvrdý. Úhel čela může být také záporný (obr. 6, b), což pomáhá zvýšit pevnost frézy.
Z Obr. 6, ale je zřejmé, že se zmenšujícím se úhlem čela frézy se úhel řezu zvětšuje. Srovnáme-li to s tím, co bylo řečeno výše o závislosti úhlu čela na tvrdosti zpracovávaného materiálu, můžeme říci, že čím tvrdší je zpracovávaný materiál, tím větší by měl být úhel řezu a naopak.
Pro určení hodnoty úhlu řezu δ, kdy je znám úhel čela frézy, postačí, jak je patrné z Obr. 6, a, odečtěte tuto hodnotu předního úhlu od 90°. Pokud je například úhel čela frézy 25º, její úhel řezu je 90º – 25º = 65º; je-li úhel čela – 5º, pak úhel řezu bude 90º – (-5º) = 95º.
Úhel hřbetu frézy α je nutný pro zajištění toho, aby nedocházelo ke tření mezi zadní plochou frézy a řeznou plochou obrobku. Pokud je úhel hřbetu příliš malý, stane se toto tření tak výrazné, že se fréza velmi zahřeje a stane se nepoužitelnou pro další práci. Pokud je úhel hřbetu příliš velký, úhel hrotu je tak malý, že se fréza oslabí.
Hodnota úhlu ostření β je určena sama po zvolení zadního a předního úhlu frézy. Ve skutečnosti z Obr. 6, ale je zřejmé, že pro určení úhlu ostření dané frézy stačí odečíst součet jejích zadních a předních úhlů od 90º. Pokud má tedy například fréza zadní úhel 8º a přední úhel 25º, pak její úhel ostření je 90º – (8º +25º) = 90º -33º = 57º. Toto pravidlo je třeba mít na paměti, protože je někdy nutné jej použít při měření úhlů frézy.
Hodnota hlavního úhlu φ vyplývá z porovnání Obr. 8, a a b, které schematicky znázorňují provozní podmínky fréz při stejných posuvech s a hloubce řezu t, ale při různých hodnotách hlavního úhlu v plánu.
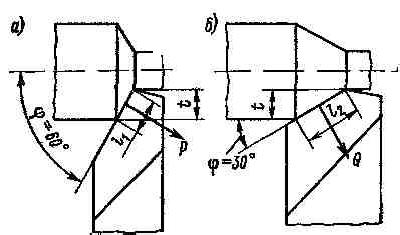
Rýže. 8. Vliv hlavního úhlu na proces řezání.
Při úhlu náběhu 60° způsobuje síla P generovaná během procesu řezání menší vychýlení obrobku než stejná síla Q při úhlu náběhu 30°. Proto je fréza s úhlem φ=60º vhodnější pro zpracování netuhých dílů (relativně malý průměr s velkou délkou) ve srovnání s frézou s úhlem φ=30º. Na druhé straně pod úhlem φ=30º délky l² řezná hrana frézy přímo zapojená do její práce je větší než odpovídající délka l¹ při φ=60°. Proto řezačka znázorněná na Obr. 8, b, lépe absorbuje teplo, které vzniká při tvorbě třísek a vydrží déle od jednoho ostření k druhému.
Význam sklonu výstupu λ spočívá v tom, že výběrem kladné nebo záporné hodnoty můžeme nasměrovat odcházející třísky jedním nebo druhým směrem, což může být v některých případech velmi užitečné. Pokud je úhel sklonu hlavního řezného břitu frézy kladný, pak se kudrnaté třísky pohybují doprava (obr. 9, a); při úhlu sklonu rovném nule se třísky vzdalují ve směru kolmém k hlavnímu břitu (obr. 9, b); při negativním úhlu sklonu se třísky pohybují doleva (obr. 9, c).
Rýže. 9. Směr toku třísky při kladném (a), nulovém (b) a záporném (c) úhlu sklonu hlavního břitu.
Další související články:
- Zařízení soustruhu 16K20
- Schéma, pas soustruhu 1K62D, 1K62DG, 1K625D, 1K625DG, návod k obsluze
- Soustružení na soustruhu
Probrali jste již hromadu informací na téma výpočtu řezných podmínek při soustružení? Už jste viděli tyto vědecké práce, nesrozumitelné vzorce a obrovské tabulky? Ano, samozřejmě, řezné podmínky při soustružení nejsou nejjednodušší téma, ale ani nejsložitější. V tomto článku nebudeme vysvětlovat nuance, které jsou pro začátečníka zbytečné, a soustředíme se na to nejdůležitější, abyste se mohli co nejrychleji pustit do práce, ale bez zlomení řezného nástroje.
Řezné režimy pro CNC soustruh a univerzální stroj amatérské třídy se budou samozřejmě lišit. V tomto článku najdete užitečné informace pro oba případy. Budeme zvažovat následující otázky:
- Vliv konstrukce stroje na volbu řezných režimů při soustružení
- Typické soustružnické nástroje a vlastnosti práce s nimi
- Jaké parametry jsou zahrnuty v řezných režimech při soustružení?
- Příklad výpočtu řezného režimu při soustružení
Vliv konstrukce stroje na volbu řezných režimů při soustružení.
Řezací režimy při soustružení jsou přidělovány na základě principu: ne příliš málo, aby řezačka mohla řezat bez olizování materiálu, ale ne příliš, aby nedošlo k přetížení stroje a řezačky samotné. Klíčovým parametrem je hmotnost stroje a v důsledku toho i jeho tuhost. Aniž bych zacházel příliš hluboko do teorie, uvedu jen několik příkladů:
1. Sovětský soustruh DIP-300 (hmotnost 4200 kg, výkon pohonu 14 kW)

S tímto zařízením můžete odstranit téměř jakoukoli vrstvu materiálu při jakémkoli posuvu – stroj nepocítí rozdíl. V tomto případě budou řezné režimy na soustruhu omezeny pouze použitým nástrojem (fréza). Při použití správné frézy může tento stroj snadno odstranit 5 mm na stranu (10 mm na průměr) z obrobku jedním průchodem.
2. Čínský soustruh WM-210 (hmotnost 68 kg, výkon pohonu 0.85 kW)

Přiřazení řezných režimů při zapnutí tohoto stroje by mělo být maximálně humánní. Nízká hmotnost, výkon a také malý průřez upnutých fréz (pouze 10x10mm) naznačují, že je určen k „jemnému hlazení“ obrobku s maximálním úběrem v jednom průchodu maximálně 0.5 mm na stranu ( 1 mm na průměr).
3. CNC soustruh TAKISAWA LA-250 (hmotnost 6200 kg, výkon pohonu 15 kW)

Řezné podmínky při soustružení na CNC strojích jsou obvykle vždy vyšší, protože většina strojů této třídy je vybavena výkonným systémem přívodu chladicí kapaliny (řezné kapaliny) a také vysokorychlostními vřeteny. Zpravidla se rychlost zvyšuje 1.5 – 2 krát ve srovnání s univerzálními stroji, všechny ostatní parametry jsou stejné.
Typické soustružnické nástroje a vlastnosti práce s nimi.
Výpočet řezných podmínek při soustružení bude záviset nejen na typu použitého zařízení, ale také na řezném nástroji instalovaném na stroji.
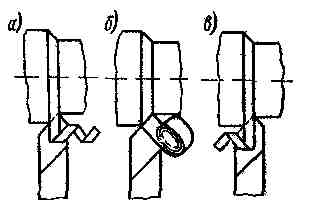
Průchozí fréza:

Průchozí frézy jsou určeny pro opracování vnějších ploch a ořezávání konců. Tyto frézy mají největší tuhost a dobře fungují při vysokých rychlostech a posuvech. Na obrázku je však vidět určitá zvláštnost. Fréza s tupějším úhlem na vrcholu je stejně dobrá při řezání obou konců i vnějších povrchů, zatímco fréza s ostřejším úhlem nefunguje dobře při ořezávání konce, ale stále je schopna provádět podřezávání. Čím tupější je úhel na špičce frézy (90 a 80 stupňů), tím vyšší posuvy může taková fréza pracovat, zatímco u ostřejších fréz (55 a 35 stupňů) musí být posuv mírně snížen, protože existuje možnost odštípnutí hrotu frézy při vysoké řezné síle.
Drážkovací nebo upichovací fréza:

Fréza s tímto držákem může být drážkovací nebo řezací. To bude záviset na instalované desce. Pro zapichování se lépe hodí břitová destička s rovnou řeznou hranou (neutrální), pro upichování naopak destička s mírným úhlem úkosu (3-5 stupňů). Tyto frézy řežou dobře dopředu, ale nefungují dobře při bočním zatížení kvůli nedostatečné tuhosti. Mohou pracovat podélně, ale pouze s malým úběrem materiálu hlavní úběr přídavku by měl být proveden příčným pohybem k ose otáčení součásti. Řezné podmínky při soustružení s takovou frézou jsou obvykle o něco menší než při práci s průběžnou frézou.
Vrtací fréza:

Vyvrtávací fréza je určena pro obrábění otvorů po předvrtání. Může být poměrně tuhý a může pracovat stejně efektivně jako průchozí fréza, pokud její vysunutí z držáku nepřesáhne dva její průměry. Často je však nutné vrtat hlubší otvory a v tomto případě se snižuje tuhost frézy a tím i řezné podmínky. Se značnými přesahy frézy (více než 8 průměrů) může být zpracování oceli nemožné bez použití speciálních antivibračních držáků, jako jsou tyto „linky“
Jaké parametry jsou zahrnuty v řezných režimech při soustružení?
Pro lepší pochopení se podívejte na obrázek:

Výpočet řezných podmínek při soustružení se bude skládat ze stanovení tří parametrů uvedených na obrázku:
1. Rychlost řezání (V) nebo revoluce (S).
Proč nebo? Protože moderní CNC stroje jsou schopny pracovat při zachování konstantní řezné rychlosti. To znamená, že nemusíme počítat rychlost, ale můžeme specifikovat doporučenou řeznou rychlost pro konkrétní materiál a stroj sám rychlost během procesu řezání změní. Když se fréza pohybuje směrem k ose otáčení obrobku, rychlost se zvýší a při přechodu na větší průměr se sníží. V tomto případě bude rychlost pohybu řezné hrany vzhledem k povrchu konstantní. Tradičně se řezná rychlost měří v metrech za minutu. Níže jsou uvedeny doporučené řezné rychlosti vybrané experimentálně:
Pro frézy s hroty od VK8, T15K6:

- Neželezné kovy 120-160 m/min
- Ocel 60-100 m/min
Pro frézy s vyměnitelnými karbidovými destičkami:

- Neželezné kovy 180-220 m/min
- Ocel 120-160 m/min
Chcete-li převést doporučenou řeznou rychlost na otáčky, použijte vzorec:
S = V x 1000 / 3.14 x H
S – otáčky vřetena (ot./min)
V – řezná rychlost (m/min)
D – průměr zpracování (mm)
2. Částka odstranění (P).
Určení režimů řezání během soustružení zahrnuje volbu hloubky vniknutí frézou, nebo jinými slovy, množství úběru na stranu (na rádius). Tato hodnota bude záviset na mnoha faktorech:
- Tuhost stroje. Čím je stroj těžší a tím i tužší, tím větší vrstvu materiálu na něm lze odříznout. V průměru můžete odstranit 2 mm na jeden průchod. Pro slabé a stolní stroje se tento parametr bere jako 0.5-1 mm, zatímco pro těžší a výkonnější stroje je přijatelných 3-5 mm.
- Požadovaná kvalita povrchu. Pokud je potřeba získat dobrý povrch s nízkou drsností, ponechte 0.1-0.5 mm na stranu pro dokončovací průchod. Pro hrubovací operace se parametr volí na základě tuhosti stroje a schopností frézy.
- Typ frézy. Vyvrtávací frézou nelze odříznout tak velkou vrstvu jako průběžnou frézou. Vyvrtávací frézy mají nízkou tuhost a s rostoucí rychlostí úběru začnou vibrovat a zvonit. Zpravidla se při vyvrtávání bavíme o 0.5 – 1 mm na stranu a při zvláště velkých vyložení frézy a její nízké tuhosti 0.1 – 0.2 mm. Vybráno empiricky, podle zvuku. Řezák by měl vydávat rovnoměrný a příjemný zvuk, ale v žádném případě by neměl zvonit nebo chrastit.
- Geometrie břitu. Čím tupější je úhel ostření frézy (vložky) a čím větší je rádius na vrcholu (R 0.8 – 1.2), tím větší vrstvu lze touto frézou řezat. Frézy s ostrým ostřením a malými rádiusy (R 0.2-0.4) nemají rády velké úběry a zpravidla třísku. Používají se v dokončovacích operacích, kde úběr obvykle nepřesahuje 0.5 mm.

3. zdroj (F).
Do výpočtu řezných podmínek při soustružení je zahrnut i parametr posuvu. To je množství, o které se fréza zasune do materiálu za jednu otáčku, jinými slovy tloušťka třísky. Platí stejná pravidla jako při výběru výše odběru. Jediné, co stojí za pozornost, je nepřípustnost nadměrného omezování krmiva. Při nízkých rychlostech posuvu přestane řezná hrana frézy řezat materiál a začne jej olizovat (tlačit), což má za následek prudké zahřátí řezné hrany a její vyštípnutí.
Doporučené rozsahy výběru posuvu pro různé obráběcí operace:
- Koncové ořezávání 0.08 – 0.12 mm/ot
- Vnější hrubování 0.12 – 0.2 mm/ot
- Vnější úprava 0.08 – 0.15 mm/ot
- Vyvrtávání tvrdou frézou 0.1 – 0.16 mm/ot
- Vyvrtávání slabou frézou 0.06 – 0.1 mm/ot
- Drážkování 0.05 – 0.1 mm/ot
- Řezání 0.03 – 0.06 mm/ot
Pokud to tedy umožňuje tuhost stroje, požadovaná kvalita povrchu, typ frézy a geometrie břitu, pak lze posuv volit blíže k maximu. Pokud jsou řezné podmínky komplikovány nějakými faktory, pak by měl být posuv zvolen blíže k nižším hodnotám.
Samostatně je třeba poznamenat volbu řezných režimů při soustružení dlouhých obrobků bez podpory středem koníku. Maximální přípustné vysunutí dílu z čelistí je 3-4 průměry, přičemž hodnoty úběru a posuvu musí být co nejvíce sníženy. Zpracování obrobků s přesahem větším než 4-5 průměrů bez koníku je riskantní a nebezpečné.
Příklad výpočtu řezného režimu při soustružení.
Zdrojová data:
— pro získání parametru drsnosti Ra 44 je nutné obrousit vnější průměr od 40 mm do 60 mm na délku 1.6 mm
— dovezená fréza s náběhovým úhlem 80 stupňů a poloměrem vrcholu 0.6 mm
— zpracovaný materiál: ocel
Vysvětlení:
1. Použitý stroj je výkonný a tuhý a neklade žádná omezení na množství posuvu a odběru. Je ale univerzální a nízkootáčkový, s postupným řazením rychlosti převodovky s rozsahy: 12.5; 16; 20; 25; 31.5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000. Charakteristiku stroje si můžete prohlédnout zde: soustruh 16K20. Použitá fréza je importovaná, s velkým vrcholovým úhlem a ne nejmenším poloměrem, což také umožňuje výběr režimů z horních rozsahů. Zkusme do vzorce dosadit doporučenou řeznou rychlost pro zpracování oceli importovanou frézou a vypočítat otáčky:
S = 140 x 1000 / 3.14 x 44 = 1013 ot./min
Vzhledem k tomu, že stroj má otevřenou pracovní plochu, slabý přívod chladicí kapaliny a drnčící převodovku, snižme výslednou hodnotu mírně na 800 otáček za minutu a bude to optimální.
2. Docela vysoký parametr drsnosti nám říká, že je nutné použít dokončovací průchod, přesto, že můžeme odebrat potřebný materiál jedním průchodem. Naříznutá vrstva materiálu na straně je 2 mm a pro dokončovací průchod necháme na straně 0.3 mm. To znamená, že na hrubovacím průchodu odebereme 1.7 mm a na dokončovacím průchodu 0.3 mm na každou stranu.
3. Z našich doporučení vybereme posuv, který se blíží maximálním hodnotám, protože nám to stroj a nástroj umožňují. Dostupné rozsahy pro stroj 16K20: 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4;0,5; 0,6; 0,7; 0,8; 1; 1,2; 1,4; 1,6; 2; 2,4; 2,8.
Pro hrubovací průchod použijeme F = 0.175 mm/ot a pro dokončovací průchod (pro dosažení dobré čistoty povrchu) použijeme F = 0.1 nebo 0.125 (zvoleno experimentálně).
Výsledek výpočtu řezných podmínek:
Otáčky vřetena: S = 800 ot./min
Množství odstranění: P = 1.7 + 0.3 mm
Hrubý posuv: F = 0.175 mm/ot
Dokončovací posuv: F = 0.1 – 0.125 mm/ot